- Оценка качественности выпускаемых товаров: что это?
- Правовые основы
- Методы проведения проверки и испытаний
- Органолептический
- Лабораторный
- Экспертный
- Измерительный
- Регистрационный
- Социологический
- Стандартизация и контрольные мероприятия
- Виды (ГОСТ 16504–81)
- Входной
- Межоперационный
- Выходной
- Сплошной
- Выборочный
- Статистический
- Общий список дефектов
- Гистограмма
- Карты регулирования качества
- Диаграмма Парето
- Диаграмма Исикавы
- Корреляционная диаграмма
Общий список дефектов – простой и недорогой метод учета и представления событий (дефектов) по видам и количеству. Ожидаемые дефекты или их виды перечисляются в таблице и каждое входящее событие погрешности протоколируется штрихом и т. д. Вставка дополнительной строкиимеет смысл для непредвиденных, новых дефектов.
Гистограмма – графическое представление табличных данных о дефектах, который позволяет наглядно изобразить и легко выявить структуру и характер распределения полученных данных, которые трудно заметить при их табличном представлении. Из таблицы данные переносятся в колонковую диаграмму. По оси «х» вносятся интервалы измерений, по оси «у» — значения частоты дефектов.
Гистограмма помогает в оценке происходящего процесса и позволяет высказывать предположения о ходе процесса в будущем.
Карты регулирования качества – графическая интерпретация случайных событий в системе координат. В процессе производства работники сами могут контролировать качество производства, произвольно выбирая изделия на линии и записывая результаты проверки в карту регулирования качества. Данные, внесенные в карту, дают возможность определить, находятся ли отклонения в пределах допустимого, которые определены заранее.
До тех пор, пока отклонения не выходят за грани дозволенного, процесс считается управляемым.
Диаграмма Парето – это столбиковая диаграмма для графического изображения причин проблем (дефектов) в ранговой последовательности их влияний. Оценка дефектов происходит по размеру влияния или по сумме вызванных затрат на исправление дефектов. По принципу Парето 20% видов дефектов отвечают за 80% проблем (принцип 80-20).
Диаграммы Парето привлекаются в качестве помощидля установленияранжированной последовательности решаемых проблем.
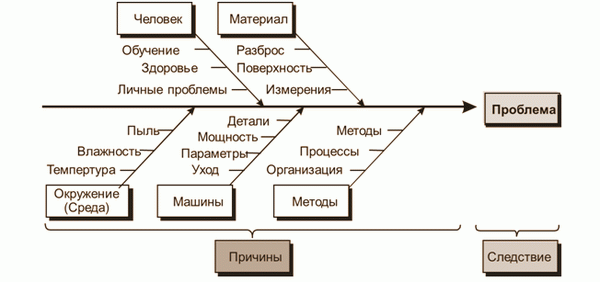
Причинно-следственная диаграмма ( диаграмма Ишикава ) – это графический способ анализа и формирования причинно-следственных связей. Причинно-следственная диаграмма нужна, чтобы дать группе распознать, проанализировать все возможные причины, относящиеся к проблеме. При этом методе контроля качества возможные причины дифференцированно разделяются по своему влиянию на 5 основных причин: человек, машина, методы, материал, окружающая среда.
Каждая из этих пяти основных причин может быть в свою очередь разделена на более подробные причины, которые соответственно могут разбиваться на еще более мелкие.
Корреляционная диаграмма – это графическое представление статистического отношения между двумя или несколькими изменяющимися факторами, для того чтобы установить взаимосвязь их величин. Диаграмма содержит точки, которые представляют, например, два признака «температура» и «ширина». Позитивная корреляция означает: чем выше температура, тем больше ширина.
Негативная корреляция предполагает обратную взаимосвязь: чем выше температура, тем меньше ширина.
Мозговой штурм является ориентированным на группу метод поиска идей и совместного нахождения путей решения проблем. Важнейшие правила проведения мозгового штурма:
- Никакой критики в фазе поиска идей;
- Количество идей лучше, чем качество;
- Является желательной необузданная фантазия;
- Все идеи должны быть представлены и записаны.
В начале сеанса метода «мозгового штурма» проблема отчетливо записывается ведущим на доске. Все члены группы обязуются соблюдать правила. Ведущий договаривается с участниками о времени на первую фазу поиска идей.
Она может продлеваться по требованию группы. Результаты поиска протоколируются ведущим и все идеи записываются им на одной доске. Только после этого члены группы переходят к оценке идей и выбору из них наилучших.
Оценка качественности выпускаемых товаров: что это?
Контроль качества продукции — организация мероприятий, направленных на поддержание качества товаров на заявленном уровне. Партии товара проверяются на соответствие техническим регламентам, государственным и межгосударственным стандартам.
Основной задачей центра контроля является оценка соответствия изделий требованиям безопасности и его заявленным эксплуатационным характеристикам, снижение рисков реализации производственного брака и дефектной продукции. Для этих целей применяются методы многоступенчатого контроля, отслеживающие качество продукции на всех этапах производства и введения в товарооборот.
Правовые основы
Основным требованием при изготовлении и реализации продукции является их соответствие стандартам и регламентам, установленных законодательством РФ. Профильные нормативные акты, регулирующие основы управления качества:
- Гражданский Кодекс РФ и закон о Защите прав потребителей. Регламентируют обязательства продавца и изготовителя по предоставлению качественной продукции, соответствующей требованию безопасности и заявленным эксплуатационным характеристикам. Устанавливают право потребителя на качество товара, предоставление достоверной информации о продукции, ответственность за реализацию товаров ненадлежащего качества.
- Закон о стандартизации (ФЗ №162). Устанавливает принципы по разработке стандартов соответствия, требования к их содержанию и порядок осуществления надзора за соблюдением.
- Закон об обеспечении единства измерений (ФЗ №102). Призван обеспечить и установить единые единицы измерения и устранить риски отрицательных последствий, возникающих при получении недостоверных результатов.
- Закон о техническом регулировании (ФЗ №184). Устанавливает порядок контроля за соблюдением технических регламентов при производстве, требования по обязательной сертификации продукции и подтверждении соответствия.
Дополнительные меры по обеспечению качества продукции применяется посредством обязательной маркировки некоторых категорий изделий. Контроль качества осуществляется путем внесения сведений о товаре в Единую информационную систему «Честный знак». Каждый потребитель с помощью мобильного приложения может просканировать электронный код на упаковке и убедиться в легитимности и качестве товара.
Выявить подделку можно и по штрих-коду. О том, как это сделать, читайте тут.
Методы проведения проверки и испытаний
Для оценки качества товара применяются различные методы контроля. Среди них органолептический, лабораторные, экспертный, измерительный, социологические и регистрационный методы.
Органолептический
Органолептический или физический метод оценки в основном применяется в целях надзора за оборотом пищевой продукции (ГОСТ 31986-2012) и винных изделий (ГОСТ 32051-2013). На предприятии отбирают образец для анализа, в дальнейшем специалист оценивает товар по следующим критериям:
- Вкус. В момент дегустации определяют вкусовые качества, устанавливают типичность вкуса для определенной категории, определяют наличие привкуса. Дегустация проводится при температуре 20-40 градусов. Специалисты используют нейтрализующие средства при опробировании различных категорий продукции во избежание неточности в результатах.
- Внешний вид. Обращают внимание на цвет, оттенок, целостность упаковки и тары, сохранность формы, поверхность при надломе, оценивают блеск и прозрачность.
- Консистенция. Оцениваются тактильные свойства, густота, вязкость при переливании и смешивании, мягкость и иные характеристики при раздавливании, надломе, прокалывании или разрезании.
- Запах. Перед анализом специалист делает глубокий вдох и задерживает дыхание на несколько секунд, в дальнейшем оцениваются типичность аромата, качество, определяется наличие посторонних запахов, для оценки изделий с плотной консистенцией продукт предварительно прокалывают деревянной иглой или ножом.
К специалисту, производящему оценку, предъявляются требования по соответствующей квалификации и отсутствии ограничений по медицинским показаниям. Органолептический метод включает в себя рейтинговую оценку по пятибальной шкале. При обнаружении недостатков оценка снижается до максимально возможного балла.
Получившиеся баллы суммируются, на этом основании устанавливается товарный сорт продукции.
Лабораторный
Лабораторный метод предполагает анализ продукции в лабораторных условиях с применением измерительных приборов и специализированной аппаратуры. На этом этапе осуществляется химический и микробиологический надзор.
Продукция оценивается на предмет:
- безопасности;
- допустимого содержания органических и неорганических соединений;
- химического состава;
- отсутствия патогенных возбудителей;
- токсичных элементов;
- показателей пищевой ценности.
Для опробирования продукции пользуются методиками, регламентированными профильными ГОСТами и инструкциями. Показания отражаются в технохимических журналах и протоколах испытаний, закрепляются печатью и подписью руководителя. Анализ проводится в аккредитованных лабораториях ежеквартально или ежегодно.
Экспертный
Экспертный метод контроля осуществляется при участии специалистов, обладающих квалификацией и опытом в соответствующей сфере, в случаях невозможности измерения или математического моделирования, отсутствия достоверной информации, в целях разработки долгосрочных прогнозов. Команда специалистов в количестве от 7 до 20 человек оценивает качество изделия, опираясь на общепринятые критерии соответствия.
Предварительно разрабатываются анкеты и инструкции для оценки. Обработка экспертных оценок производится в порядке ранжирования или сопоставления. Достоинствами экспертной оценки являются низкая продолжительность и мобильность, недостатком — субъективность.
В связи с этим к помощи экспертов прибегают при отсутствии возможности оценки измерительными или лабораторными средствами.
Измерительный
Измерительный метод сопоставим с лабораторным, так как предполагает применение приборов измерения в лабораторных условиях. Показания выражаются в точном количественном эквиваленте по следующим критериям:
- биологическая ценность;
- биохимический анализ;
- количественное содержание микроорганизмов;
- канцерогенность, радиопротекторность;
- весовой и объемный анализ с измерением химических реакций;
- физические и механические величины, концентрация, масса.
Измерительный метод применяется при оценке:
- химического состава и пищевой ценности пищевой продукции;
- измерения массы;
- формы выпускаемой продукции;
- механического и электрического напряжение;
- оборотов двигателей и т.д.
Регистрационный
Регистрационный метод нацелен на подсчет показаний и объектов, классифицируемых по определенному признаку. Подсчитывается число определенных событий или характеристик. Например:
- ;
- показатели ассортимента;
- количество жалоб;
- количество обслуживаемых покупателей;
- количество микроорганизмов и вредителей.
В качестве классифицируемого признака выбираются показатели:
- групп;
- подгрупп;
- наименований;
- классов и иных свойств продукции.
Применяется в совокупности с измерительным, органолептическим и социологическим методами в целях формирования объективной оценки качества.
Социологический
Социологический метод основан на сборе и анализе мнений потребителей. Осуществляется с применением статистического расчета и научно-обоснованной системы опроса.
Сбор информации производится следующими способами:
- анкетирование;
- устный опрос;
- аукционы;
- выставки-продажи;
- конференции.
Широко используется на стадии проведения маркетинговых исследований. Например, для выявления требований, которым должен соответствовать товар определенной категории, применяется опрос с перечислением свойств изделия. Потребители оценивают параметры, опираясь на свои предпочтения, оценки суммируются, затем выявляются наиболее предпочтительные свойства продукции.
Стандартизация и контрольные мероприятия
Стандартизация — деятельность, направленная на регулирование, упорядочение и установление положений для многократного использования. Стандартизированный контроль предполагает разработку нормативных актов, устанавливающих основополагающие, терминологические, методические, производственные и потребительские стандарты для различных отраслей производства. Основные положения регламентированы ФЗ № 162.
На практике применяются следующие стандарты:
- международные (ИСО) и европейские (ЕС) в рамках международных соглашений;
- межгосударственные (ГОСТ), распространяющие на СНГ;
- государственные (СТБ), обеспечивающие контроль за массовым и крупносерийным производством;
- отраслевые (ОСТ) для контроля за мелкосерийными производствами, не относящимся к государственной стандартизации;
- предприятий (СТП), разрабатывающие локальные методы по управлению производством;
- технические (ТУ), устанавливающие технические требования, стандарты маркировки, транспортировки, хранения, комплектности и т.д.
Дополнительно разрабатываются:
- руководящие нормативные акты (РД);
- правила безопасности (ПБ);
- охраны труда (ПОТ);
- своды правил (СП);
- строительные нормативы (СНиП);
- санитарно-эпидемиологические требования (СанПин) и т.д.
При изготовлении изделий, не соответствующих стандарту, партии не допускаются к товарообороту.
Виды (ГОСТ 16504–81)
Виды контроля качества продукции регламентированы ГОСТом 16504-81. Регламент предусматривает многоступенчатую оценку партийного производства от момента изготовления до выпуска продукции.
Выделяют три основных вида контроля:
- входной;
- промежуточный;
- приемочный.
Входной
Входной контроль осуществляется в соответствии с ГОСТом 24297-2013. Проводится на предприятиях, изготавливающих промышленную продукцию, а также осуществляющих ее ремонт. ГОСТ регламентирует требования к подконтрольной продукции, порядку проведения процедуры и оформления результатов. Задачи входного контроля:
- проверка сопроводительной документации;
- проверка соответствия качества и комплектности;
- накопление статистических показателей;
- контроль за соблюдением технических стандартов.
Осуществляется в специально отведенном помещении с применением измерительных приборов и оргтехники. По результатам анализа оформляется экспертное заключение, которое передается в производство. Бракованная продукция маркируется и направляется в изолятор.
Межоперационный
Промежуточный контроль осуществляется в перерывах между операциями по изготовлению партий товара внутри предприятия. Контрольные процедуры осуществляются контроллером, некоторые распределяются между работниками. Задачи межоперационного контроля:
- изолирование производственного брака;
- предупреждение, выявление и устранение нарушений;
- контроль за соблюдением технического режима, хранения и упаковки продукции между операциями.
В ходе процедуры разрабатывается план работ, включающий перечень проверок, объем и методику анализа. Рабочие карты и графики классификации дефектов включают перечень контрольных операций и и заполняются в течение всего процесса.
Выходной
Выходной или приемочный контроль осуществляется на этапе выпуска изготовленной продукции. Целью мероприятия является выявление возможных дефектов и подтверждение соответствия качества товара техническим стандартам. Стандарт по планированию и выборе метода приемки регламентирован ГОСТ Р ИСО 2859-1-2007.
Перед проведением процедуры устанавливаются:
- контролируемые признаки;
- виды дефектов;
- уровень дефектов и принцип определения;
- уровень контроля;
- тип плана;
- объем партии.
На основании перечисленных сведений по формуле рассчитывается риск потребителя по приобретению некачественного товара. Оперативная характеристика демонстрирует вероятность выпуска партии при наличии неотслеживаемых бракованных единиц.
При сплошном методе выходного контроля не применяются средства математической статистики, так как производится проверка полного объема единиц наименования. Бракованные элементы партии изолируются, оставшиеся подготавливаются к выпуску.
Сплошной
По объему анализируемой выборки в процессе приемки выделяют сплошной и выборочный контроли.
При сплошном контроле анализируется каждая единица продукции в партии. Ввиду трудоемкости и высокой стоимости метод чаще применяется в мелкосерийных производствах. В крупнопартийном производстве применяется при неоднородности качества материала и обработки анализируемых объектов, а также выполнении операций с высокими требованиями отвественности.
Выборочный
Стандарт выборочного контроля продукции регламентирован ГОСТ Р 50779.11-2000. В этом случае проверке подвергается наибольшее число единиц одного наименования товара. По результатам проверки одной или нескольких выборок принимается решении о качестве полного объема продукции.
Анализ проводится с применением средств математической статистики и учитывает пределы статистической погрешности при оценке риска потребителя.
При выборочном контроле существует вероятность ошибочной отбраковки или выпуска некачественных единиц товара. Погрешность выражается в процентном эквиваленте и оговаривается в договоре между поставщиком и заказчиком.
Статистический
Методы статистического контроля применяются для анализа выборки некоторых единиц партии (выборочный контроль) посредством математических расчетов и моделирования. Изделия партии делятся на годные и дефектные. Число выявленных дефектных единиц делится на общий объем партии.
Получившийся результат определяет долю бракованной продукции в выборке. По этой величине принимается решение о выпуске или браковке партии.
При оценке качества соответствия товара применяются лабораторные, измерительные, физические, социологические и регистрационные методы контроля. Перед допуском продукции к товарообороту производится многоступенчатая процедура надзора за соблюдением требований технических регламентов и стандартов, а также отбраковки дефектной продукции.
Общий список дефектов
Общий список дефектов — простой и недорогой метод учета и представления событий (дефектов) по видам и количеству. Ожидаемые дефекты или их виды перечисляются в таблице и каждое входящее событие погрешности протоколируется штрихом и т. д. Вставка дополнительной строкиимеет смысл для непредвиденных, новых дефектов.
Гистограмма
Гистограмма – графическое представление табличных данных о дефектах, которое позволяет наглядно изобразить и легко выявить структуру и характер распределения полученных данных, которые трудно заметить при их табличном представлении. Из таблицы данные переносятся в столбчатую диаграмму. По оси «х» вносятся интервалы измерений, по оси «у» — значения частоты дефектов.
Гистограмма помогает в оценке происходящего процесса и позволяет высказывать предположения о ходе процесса в будущем.
Карты регулирования качества
Карты регулирования качества – графическая интерпретация случайных событий в системе координат. В процессе производства работники сами могут контролировать качество производства, произвольно выбирая изделия на линии и записывая результаты проверки в карту регулирования качества. Данные, внесенные в карту, дают возможность определить, находятся ли отклонения в пределах допустимого, которые определены заранее.
До тех пор, пока отклонения не выходят за грани дозволенного, процесс считается управляемым.
Диаграмма Парето
Диаграмма Парето — это столбиковая диаграмма для графического изображения причин проблем (дефектов) в ранговой последовательности их влияний. Оценка дефектов происходит по размеру влияния или по сумме вызванных затрат на исправление дефектов. По принципу Парето 20% видов дефектов отвечают за 80% проблем (принцип 80-20).
Диаграмма Парето привлекается в качестве помощи для установления ранжированной последовательности решаемых проблем.
Диаграмма Исикавы
Причинно-следственная диаграмма (Диаграмма Исикавы) — это графический способ анализа и формирования причинно-следственных связей. Причинно-следственная диаграмма нужна, чтобы дать группе распознать, проанализировать все возможные причины, относящиеся к проблеме. При этом методе контроля качества возможные причины дифференцированно разделяются по своему влиянию на 5 основных причин: человек, машина, методы, материал, окружающая среда.
Каждая из этих пяти основных причин может быть в свою очередь разделена на более подробные причины, которые соответственно могут разбиваться на еще более мелкие.
Корреляционная диаграмма
Корреляционная диаграмма – это графическое представление статистического отношения между двумя или несколькими изменяющимися факторами, для того чтобы установить взаимосвязь их величин. Диаграмма содержит точки, которые представляют, например, два признака «температура» и «ширина». Позитивная корреляция означает: чем выше температура, тем больше ширина.
Негативная корреляция предполагает обратную взаимосвязь: чем выше температура, тем меньше ширина.